Explore our premium clinical-grade hardware portfolio, engineered for remote diagnostics, patient safety, and seamless hospital-to-home ecosystem connectivity.



The global healthcare ecosystem is undergoing a fundamental structural transition. From centralized hospital-based interventions to decentralized, data-driven Remote Patient Monitoring (RPM) networks, the demand for accessible, compliant, and cost-effective medical equipment has surged. Accessible health solutions represent a convergence of design inclusivity, clinical reliability, and strict regulatory adherence, ensuring that patients regardless of age, physical limitations, or geographic location receive consistent clinical oversight.
As a leading developer and manufacturer, Shenzhen Ocent Monitor Co., Ltd. is at the forefront of this industrial shift. Our systems integrate advanced biosensors, real-time wireless telemetry, and resilient power management infrastructures to secure continuous streams of diagnostic data. This whitepaper analyzes the current commercial landscape, regulatory benchmarks, manufacturing methodologies, and application fields that define the future of global medical accessibility.
Shenzhen Ocent Monitor Co., Ltd. is a technology-driven manufacturer specializing in remote patient monitoring systems, telehealth monitoring solutions, and digital healthcare technologies. Established in 2016, the company is headquartered in Shenzhen, China, one of the world's leading innovation and electronics manufacturing hubs.
With a modern production facility covering more than 8,000 square meters and a workforce of over 180 employees, Ocent Monitor focuses on the design, development, and manufacturing of intelligent healthcare monitoring solutions for hospitals, clinics, long-term care facilities, and home healthcare providers worldwide.
The company's product portfolio includes remote patient monitoring systems, wireless vital sign monitoring devices, telehealth platforms, chronic disease management solutions, wearable health monitoring technologies, and healthcare IoT integration systems. By combining advanced sensor technology, cloud connectivity, and data management capabilities, Ocent Monitor helps healthcare organizations improve patient engagement, enhance care efficiency, and support continuous health monitoring beyond traditional clinical settings.
Supported by an experienced engineering team and rigorous quality management processes, the company maintains strict production standards throughout product development and manufacturing. Ocent Monitor is committed to continuous innovation in connected healthcare technologies, enabling healthcare professionals to access real-time patient information and make informed clinical decisions.
Serving customers across North America, Europe, Asia, the Middle East, and other international markets, Shenzhen Ocent Monitor Co., Ltd. provides OEM and ODM services tailored to diverse healthcare applications and market requirements. Through ongoing investment in research and development, the company strives to deliver reliable, scalable, and future-oriented remote healthcare solutions that support the evolving needs of modern healthcare systems worldwide.
Understanding the micro-trends and structural macroeconomic factors driving the adoption of accessible, certified healthcare telemetry.
By 2050, the global population aged 60 and older will double to 2.1 billion. This demographic shift places unsustainable pressure on acute care facilities, driving health ministries globally to adopt telehealth policies that allow continuous monitoring from residential environments, reducing readmission rates by up to 30%.
Under the European Union Medical Device Regulation (MDR 2017/745), criteria for compliance have evolved drastically. Healthcare buyers require CE Certified, clinically validated devices that offer end-to-end data security, low power profiles, and bio-compatible interfaces. We guarantee adherence to these strict criteria, maintaining certified pathways from design to delivery.
Modern hospital networks operate via unified Electronic Health Records (EHR). Interoperability standards such as HL7 and FHIR require medical devices to provide secured API interfaces. Our embedded architectures leverage NB-IoT, BLE, and LTE-M to connect natively with secure health databases.
Headquartered in Shenzhen, the silicon capital of global hardware innovation, Ocent Monitor merges competitive component sourcing with strict medical-grade QA protocols. This enables us to maintain structural manufacturing advantages that translate directly to value for our enterprise clients:
From raw microcontrollers, high-density sensor arrays, and biocompatible polymers to custom LCDs, every element of our medical equipment is sourced within a 50km radius. This localized supply chain minimizes turnaround times and optimizes logistics.
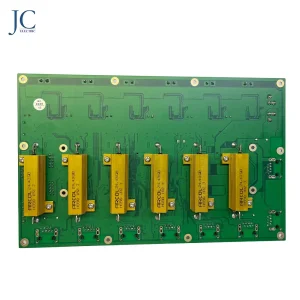
Our surface-mount technology (SMT) and through-hole assembly lines run state-of-the-art diagnostic automated optical inspection (AOI) systems. We configure custom PCBA specifications dynamically to match specialized diagnostic workloads.
We utilize an ISO 13485:2016 certified clean-room manufacturing layout. Every device undergoes automated calibration, thermal cycling tests, and moisture barrier processing to withstand extreme conditions worldwide.
Deploying resilient health solutions across diverse medical environments, municipal infrastructures, and critical support fleets.
Continuous monitoring of vital metrics such as blood oxygen (SpO2), multi-channel ECG telemetry, and body temperature via low-profile, cleanable bedside interfaces. Systems connect seamlessly to centralized nurse workstations to optimize response times and automate clinical charting.
Equipping advanced life-support ambulances with heavy-duty telemetry equipment and smart power-distribution grids to ensure zero-loss diagnostics during patient transit. Real-time patient statistics are transmitted directly to incoming trauma centers to streamline triage operations.
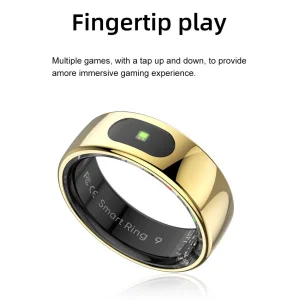
Non-invasive smart wearable technologies like rings and bracelets tracking active heart rates and SpO2 levels. This allows aging residents in assisted-living facilities or remote rural regions to maintain independence while remaining connected to decentralized healthcare portals.
Take an inside look at our 8,000+ square meter factory in Shenzhen. Our facilities feature advanced calibration instruments, clean-room assembly bays, and automated SMT lines.








Enterprise procurement professionals and medical administrators must adapt to three key parameters when choosing their supply chain partners:
Explore our broader product line, featuring high-fidelity diagnostic handhelds, portable clinical scanners, and emergency responder platforms.



Read detailed, engineer-verified answers to common questions regarding regulatory compliance, customized configurations, and global supply chains.